Casting Conversions - PIAD's Conversion Doctrine
PIAD Precision Casting's focus on castings conversion makes its pool of potential customers deep.
Shannon Wetzel, Senior Editor - Modern Casting
 A permanent mold caster of copper-base alloys, PIAD Precision Casting Corp., Greensburg, Pa., has staked its success on presenting opportunities for cost saving to potential customers who might not have even realized they had a problem.
A permanent mold caster of copper-base alloys, PIAD Precision Casting Corp., Greensburg, Pa., has staked its success on presenting opportunities for cost saving to potential customers who might not have even realized they had a problem.
In the company's early years as a start-up joint venture between an American company and German firm Piel and Adey, finding business was difficult. Customers did not know the copper chill permanent mold process, and finding existing applications was difficult. So, the company redefined its business.
"We decided we weren't selling castings. We were making functional components using the PIAD chill casting method," CEO Karl Schweisthal said. "We were not only seeking casting buyers. We started competing with all other manufacturing processes."
The mantra remains in 2008. A majority of its new orders are casting conversions from other processes to metalcasting. PIAD looks for labor-intensive components as potential conversions and has successfully converted parts machined from bar stock, machined forgings, sand castings requiring significant secondary machining, welding assemblies, brazing assemblies and investment castings. PIAD also has seen its aluminum bronzes replace steel weldments.
"By not only seeking casting buyers but competing with all other manufacturing processes, the market place has opened up significantly," Schweisthal said.
Casting Conversions: Open Market
In the early 1970s, Schweisthal traveled the U.S, giving seminars to design engineers to spread the word about PIAD's capabilities. Now, independent sales agents act as the door opener, identifying potential conversion candidates based on their industry classification. They arrange technical sales seminars and plant tours to inform potential customers about the process. Once a conversion candidate is identified, an in-house product specialist determines how much added value PIAD's process capabilities can give to the part. Labor-intensive parts are the best candidates. The goal is to optimize material usage and eliminate secondary operations.
"We develop our own market with these conversions," President Holger Schweisthal said. "We don't ask potential customers if they buy castings which we can make cheaper. This approach to the market helps us grow even in today's difficult economic climate."
When evaluating a request for quotation, PIAD's product specialists determine whether the material a component is currently produced in can be replaced by one of the metalcaster's alloys. PIAD's alloys are created specifically for its chili casting process and have narrow freezing ranges to accomodate fluidity and quick solidification. The product specialists focus on the function of the part and select a PIAD alloy that will satisfy the load requirements and the application environment.
In many cases PIAD substitutes steel weldments with aluminum bronze alloys, which have the same mechanical properties and provide better corrosion resistance. PIAD also can cast components of a different material in place where special properties are needed or close tolerances are required.
For every new casting conversion, PIAD conducts a quality planning meeting once the order is placed. In this meeting, all functional department heads, including quality control personnel, draft designers and product specialists, discuss the function of the part and all aspects of manufacturing, such as mold design and construction, how it will be processed in the facility, and secondary operations, such as machining and plating.
"We don't take functional design responsibility," Karl Schweisthal said. "But we provide the technical know-how to design a permanent mold casting by applying sound casting principles."
 Design meetings aren't reserved for new parts. PIAD meets with its existing major customers twice a year to brainstorm potential cost savings. The savings can come through a redesign or through a change in packaging, shipping, logistics and manufacturing.
Design meetings aren't reserved for new parts. PIAD meets with its existing major customers twice a year to brainstorm potential cost savings. The savings can come through a redesign or through a change in packaging, shipping, logistics and manufacturing.
As a result of these meetings, PIAD was able to maintain stable prices for a product line over a 10-year period by finding ways to absorb increases in labor and overhead. At these meetings, PIAD also reviews new parts that could save the customer money by when converted to a casting.
"Once customers recognize what we are capable of doing, they are more open with us on where we can help," Holger Schweisthal said.
Tours of customers' facilities also yield potential casting converison applications.
Permanent Mold The Big Chill
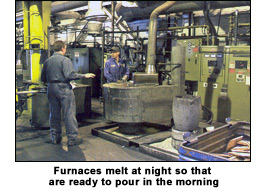
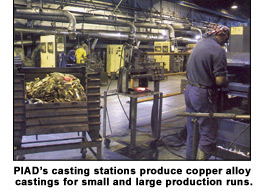
PIAD operates 10 manual permanent mold stations, 12 semi-automated casting machines and one low-pressure permanent mold machine. Through its chill casting technique, a mold is quenched in a water bath between every pouring cycle and cooled down to 350F (177C). This keeps the mold at the same temperature for pouring in each cycle in order to hold close tolerances and achieve repeatability. During the quenching, the old mold coating is removed and a new layer of coating is applied, which prevents the coating from building up and affecting casting dimensions. Because the material solidifies rapidly due to the cool mold, a casting cycle can be performed in as quickly as one minute for small parts.
PIAD produces parts for a wide range of applications, from a nickel-aluminum-bronze wear pad for the boom extension arm of a mobile aerial work platform (converted from a fabrication of six steel plates) to a yellow brass adapter for a power pallet truck (converted from a 13-piece aluminum fabrication). However, the electrical industry makes up the largest portion of PIAD's business. Copper-base alloys' good electrical conductivity combined with permanent mold's near-net-shape capabilities and surface finish (125 RMS) makes the resulting components a good fit for many electrical applications, such as a copper line conductor used in a 1200-amp breaker (converted from an extruded bus bar).
In 2001, PIAD added capacity to its molding and finishing departments to accommodate the growth of one of its major customers, a producer of electrical distribution and industrial control products. The customer had designed a completely new breaker line and wanted PIAD to supply castings for it. Since then, PIAD has participated in the design of 40 castings for that line.
"We had to increase our capacity because it was ramping up like a rocket," Karl Schweisthal said.
In 2001, PIAD added a low-pressure casting machine, combined with automatic pouring, to produce larger castings up to 40 lbs. Eventually, the company plans to pour brass, bronze and pure electrolytic copper on the low pressure machine.
In 1989, the company started its own 28,000 sq.-ft, machine shop to provide fully machined products. PIAD also subcontracts with three other machine shops when necessary.

"We didn't have a choice [to incorporate machining in-house]," Schweisthal said. "It's what customers wanted."
Customers also wanted shorter lead times. PIAD began offering consignment program through which a portion of inventory is kept in stock, either at PIAD or at the customer's location to be ready for just-in-time delivery. As that inventory is depleted, PIAD refills it according to the agreed upon limit. Holger Schweisthal said that through this program, PIAD delivers 60% of its products within 10 days of receiving the order.
Steady Flow
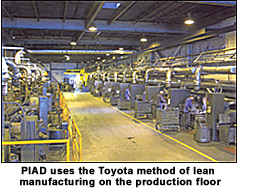
The Schweisthals have pushed PIAD's castings conversion floor production to its lean limits. According to Holger Schweisthal, PIAD receives 7.2 direct hours of work out of its employees for an eight-hour shift. Considering that 0.3 hours is reserved for break time, PIAD's workforce is standing idle for only 30 minutes a day on average.
"We have limited the time spent waiting on material, moving products from bin to bin, and waiting for a mold changeover," Schweisthal said.
The efficiency stems from a combination of factors. Routes that parts take in the facility from pouring to finishing are mapped out so that product isn't sitting on an island untouched for days.
Every mold in PIAD's repertoire also comes with a process sheet, which includes the quality and technical plan for the part. These process sheets are established in the prototyping phase together with the operator. The next time that job comes up, the mold operator can look back at the sheet and handle the mold according to the instructions and notes. Similar sheets are used in the finishing department.
"We don't want to have to reinvent the wheel each time," Karl Schweisthal said.
In the finishing department, PIAD replaced band saws with automated cut-off saws, which work at greater speeds and feature multi-cavity fixtures to increase productivity. Machining fixtures are designed for product families with similar machining features to accomodate small production runs and quick change-overs.
"This way we're able to run small orders without wasting money," Holger Schweisthal said.
Efforts to improve process flow and productivity continue. Status quo operations don't jive with a metalcaster aspiring to compete on quality and productivity with the industry leaders of the world.
"The productivity in our metalcasting facility is good," Karl Schweisthal said. "But to stay competitive in today's global market place, it is absolutely necessary to have a yearly capital investment plan in place."
Schweisthal believes that the biggest gains in productivity will be achieved in the company's finishing operations, so PIAD is investigating the use of robots there, as well as automatic pouring.
On the design and quotation side, the metalcaster purchased CAD-COM software to import solid models from its customers and then modify the model to apply casting principles. Once finalized, the model can be sent to the CNC center in PIAD's tool room for mold building.
For more information about PIAD casting conversions call 1-800-441-9858.
![]()

![]()
© 2010 - PIAD Precision Casting Corp.
112 Industrial Park Road
Greensburg, PA 15601
Phone: (724)-838-5500
Fax: (724)-838-5520
Toll Free: 1-800-441-9858